
取消
清空記錄
歷史記錄
清空記錄
歷史記錄





 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~垃圾桶存在我們日常生活的各個領域。
垃圾桶就使用場合可分為公共垃圾桶和家庭垃圾桶。就盛放垃圾形式可分為獨li垃圾桶和分類垃圾桶。就加工材料可分為塑料垃圾桶、不銹鋼垃圾桶、陶瓷垃圾桶、木質垃圾桶、水泥垃圾桶和紙漿垃圾桶等等。就開啟方式有敞口式、揭蓋式、踩ta開蓋等。從容量上一般從1L 到240L不等。
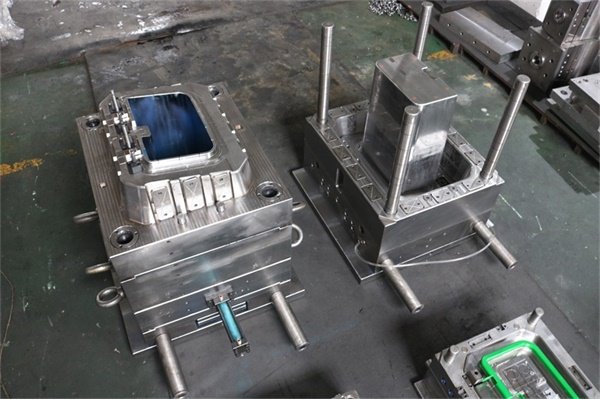
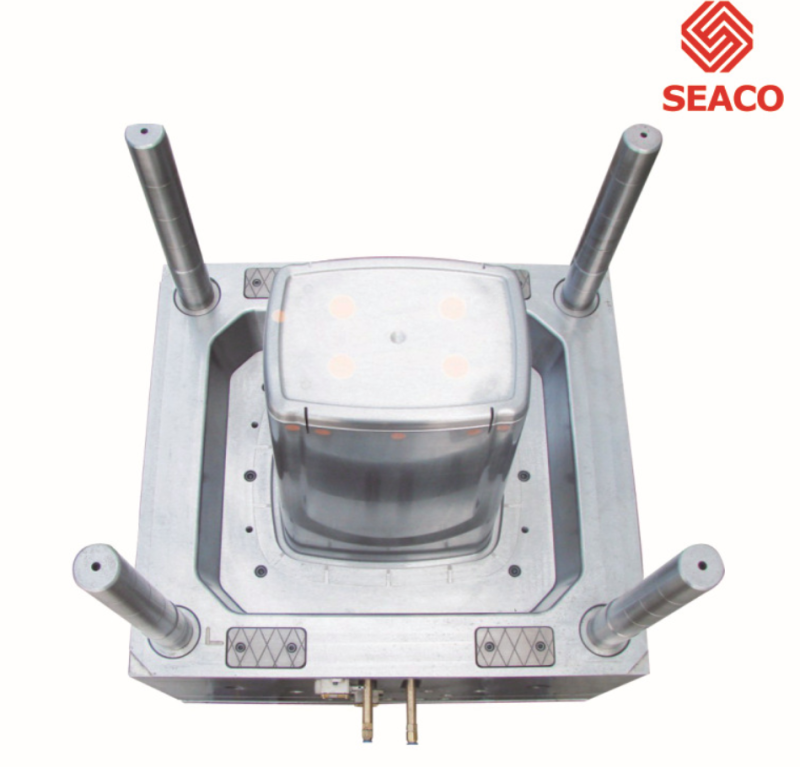
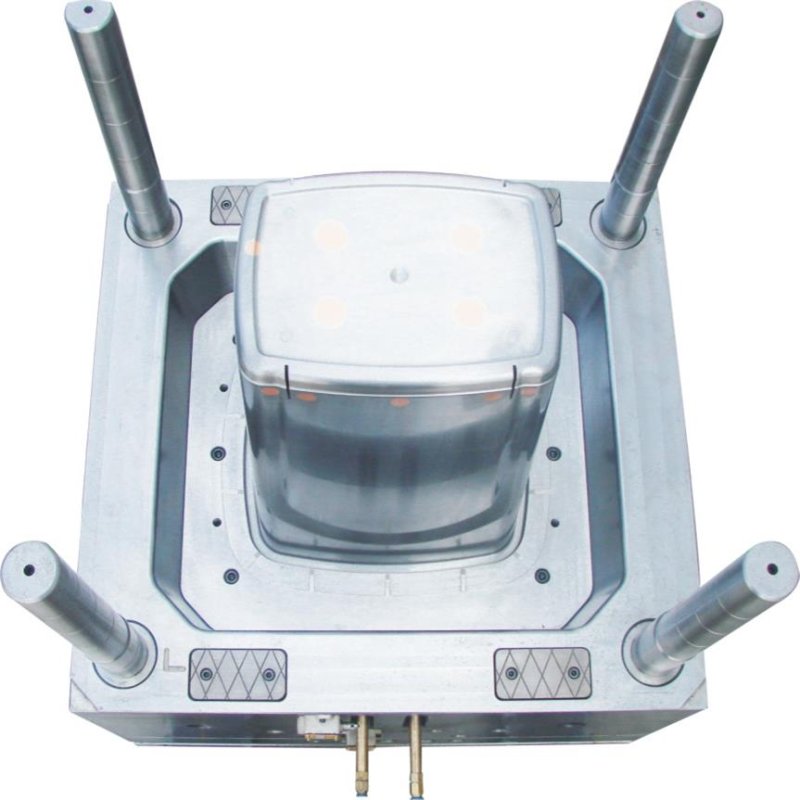
垃圾桶模具結構
簡單的垃圾桶模具一般是兩板模結構,但是由于垃圾桶種類太多,結構也各有不同,所以模具的結構也會根據產品做出改變。
垃圾桶模具的工藝
型芯型腔材料選擇: 預硬鋼 : P20,718,2738等; 硬鋼: H13,S136
模架選擇:龍記標準模架,材料為 S50C 或 P20
型芯型腔硬度要求:預硬鋼 : HRC 30~32+-1* 熱處理鋼 : HRC 50~52+-1*
型芯脫模:常用方式 : 脫模板, 氣頂,
模具壽命: (根據材料等級), 理想狀態下, 1. 預硬鋼, zui少. 300000模; 2.硬/熱處理鋼 : 800000 模. 3. 不銹鋼 : 1000000模.
流道: 1. 冷流道 2. 熱流道
包裝: 標準木箱包裝
注塑垃圾桶模具生產流程
開料:前模料、后模模料、鑲件料、滑塊料、斜頂料; 開框:前模模框、后模模框; 注塑模具加工廠; 開粗:前模模腔開粗、后模模腔開粗、分模線開粗; 銅公:前模銅注塑模具材料公、后模銅公、分模線清角銅公; 線切割:鑲件分模線、銅公、斜頂枕。為了保證熱量能加到模具上或除去,系統的所有部件都必須滿足以下條件:在模具內部,冷卻通道的表面面積必須足夠大,并且流道的直徑應與泵的容量和泵的壓力相匹配。腔體內的溫度分布對零件的變形和內部壓力有很大的影響。冷卻通道的合理設置可以降低內部壓力,從而提高注塑件的質量。縮短了生產周期,降低了產品成本。根據注塑機的質量要求,模具溫度機必須能夠使熱傳導流體的溫度恒定在1~3℃范圍內。
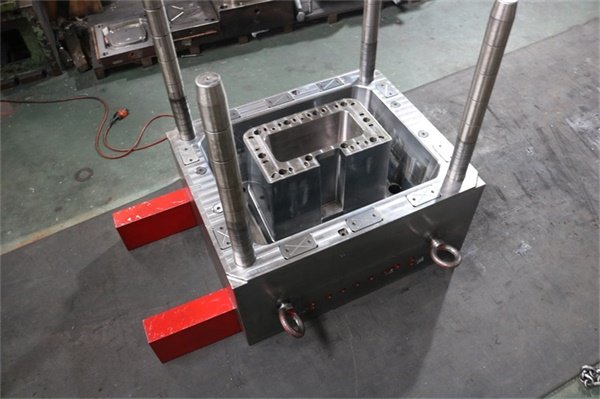
大型垃圾桶注塑模具的制作方法
1.大型垃圾桶注塑模具,包括上復板和下復板,上復板中安裝澆口,上復板下安裝定模板,定模板中制有流道,定模板下安裝定模框,下復板上安裝動模框,動模框中安裝動模芯,動模芯與定模框之間的間隙構成垃圾桶模腔,其特征是:定模框上設有用以成型腳輪孔的抽芯桿、用以驅動抽芯桿運動的抽芯油缸,抽芯桿內設有沿抽芯桿的長度方向設置且用以注入冷卻水的注液孔。
2.根據權利要求1所述的大型垃圾桶注塑模具,其特征是:注液孔包括進液孔和回流孔,回流孔沿抽芯桿軸心設置且位于其軸心處,進液孔均布于抽芯桿的圓周上且圍在回流孔的四周,進液孔遠離抽芯油缸的一端與回流孔相連通。
3.根據權利要求2所述的大型垃圾桶注塑模具,其特征是:抽芯桿上靠近抽芯油缸的一端設有連通所有進液孔的連通環槽以及用以連通連通環槽的進液連接孔。
4.根據權利要求3所述的大型垃圾桶注塑模具,其特征是:抽芯桿包括抽芯配合段和油缸連接段,連通環槽設于油缸連接段上,油缸連接段通過焊接工藝和抽芯配合段相接。
5.根據權利要求1所述的大型垃圾桶注塑模具,其特征是:定模框上還設有側鑲塊,抽芯桿穿過側鑲塊與腳輪孔配合,抽芯桿的外表面沿抽芯桿的長度方向設有螺旋形的滑移槽,側鑲塊上固定有滑移連接于滑移槽中的凸塊,抽芯油缸的油缸桿端部固定有旋轉連接于抽芯桿靠近抽芯油缸一端的連接塊。
6.根據權利要求5所述的大型垃圾桶注塑模具,其特征是:抽芯桿靠近抽芯油缸的一端沿抽芯桿周向設有環形槽,連接塊上設有滑移連接于環形槽的卡接端。








垃圾桶存在我們日常生活的各個領域。
垃圾桶就使用場合可分為公共垃圾桶和家庭垃圾桶。就盛放垃圾形式可分為獨li垃圾桶和分類垃圾桶。就加工材料可分為塑料垃圾桶、不銹鋼垃圾桶、陶瓷垃圾桶、木質垃圾桶、水泥垃圾桶和紙漿垃圾桶等等。就開啟方式有敞口式、揭蓋式、踩ta開蓋等。從容量上一般從1L 到240L不等。
垃圾桶模具結構
簡單的垃圾桶模具一般是兩板模結構,但是由于垃圾桶種類太多,結構也各有不同,所以模具的結構也會根據產品做出改變。
垃圾桶模具的工藝
型芯型腔材料選擇: 預硬鋼 : P20,718,2738等; 硬鋼: H13,S136
模架選擇:龍記標準模架,材料為 S50C 或 P20
型芯型腔硬度要求:預硬鋼 : HRC 30~32+-1* 熱處理鋼 : HRC 50~52+-1*
型芯脫模:常用方式 : 脫模板, 氣頂,
模具壽命: (根據材料等級), 理想狀態下, 1. 預硬鋼, zui少. 300000模; 2.硬/熱處理鋼 : 800000 模. 3. 不銹鋼 : 1000000模.
流道: 1. 冷流道 2. 熱流道
包裝: 標準木箱包裝
注塑垃圾桶模具生產流程
開料:前模料、后模模料、鑲件料、滑塊料、斜頂料; 開框:前模模框、后模模框; 注塑模具加工廠; 開粗:前模模腔開粗、后模模腔開粗、分模線開粗; 銅公:前模銅注塑模具材料公、后模銅公、分模線清角銅公; 線切割:鑲件分模線、銅公、斜頂枕。為了保證熱量能加到模具上或除去,系統的所有部件都必須滿足以下條件:在模具內部,冷卻通道的表面面積必須足夠大,并且流道的直徑應與泵的容量和泵的壓力相匹配。腔體內的溫度分布對零件的變形和內部壓力有很大的影響。冷卻通道的合理設置可以降低內部壓力,從而提高注塑件的質量。縮短了生產周期,降低了產品成本。根據注塑機的質量要求,模具溫度機必須能夠使熱傳導流體的溫度恒定在1~3℃范圍內。
大型垃圾桶注塑模具的制作方法
1.大型垃圾桶注塑模具,包括上復板和下復板,上復板中安裝澆口,上復板下安裝定模板,定模板中制有流道,定模板下安裝定模框,下復板上安裝動模框,動模框中安裝動模芯,動模芯與定模框之間的間隙構成垃圾桶模腔,其特征是:定模框上設有用以成型腳輪孔的抽芯桿、用以驅動抽芯桿運動的抽芯油缸,抽芯桿內設有沿抽芯桿的長度方向設置且用以注入冷卻水的注液孔。
2.根據權利要求1所述的大型垃圾桶注塑模具,其特征是:注液孔包括進液孔和回流孔,回流孔沿抽芯桿軸心設置且位于其軸心處,進液孔均布于抽芯桿的圓周上且圍在回流孔的四周,進液孔遠離抽芯油缸的一端與回流孔相連通。
3.根據權利要求2所述的大型垃圾桶注塑模具,其特征是:抽芯桿上靠近抽芯油缸的一端設有連通所有進液孔的連通環槽以及用以連通連通環槽的進液連接孔。
4.根據權利要求3所述的大型垃圾桶注塑模具,其特征是:抽芯桿包括抽芯配合段和油缸連接段,連通環槽設于油缸連接段上,油缸連接段通過焊接工藝和抽芯配合段相接。
5.根據權利要求1所述的大型垃圾桶注塑模具,其特征是:定模框上還設有側鑲塊,抽芯桿穿過側鑲塊與腳輪孔配合,抽芯桿的外表面沿抽芯桿的長度方向設有螺旋形的滑移槽,側鑲塊上固定有滑移連接于滑移槽中的凸塊,抽芯油缸的油缸桿端部固定有旋轉連接于抽芯桿靠近抽芯油缸一端的連接塊。
6.根據權利要求5所述的大型垃圾桶注塑模具,其特征是:抽芯桿靠近抽芯油缸的一端沿抽芯桿周向設有環形槽,連接塊上設有滑移連接于環形槽的卡接端。
相關產品
RELATED PRODUCTS



公司簡介
浙江省臺州市黃巖區年高模塑有限公司, 位于浙江黃金海岸線中部,黃巖為臺州市主城區之一;是模具產業發達之地,高新技術產業發展迅速,是臺州汽車模具廠家之一,有關汽車件模具價格和車燈模具設計相關都可以與我們聯系。感謝您的訪問!
聯系方式